

27 June 2009, Titusville, Florida at Knight’s Armament Company
George E .Kontis was born in Pittsburgh, Pennsylvania in 1945….
Kontis: (Interrupting) Wait a minute, Dan, we can’t start The Interview like this. I was indeed born in Pittsburgh, Pennsylvania, but that’s a little misleading. I was conceived in North Florida, in a tiny town called Carrabelle, my father was in the service there. He was a lieutenant in the Army. My mother had come down to stay with him in Carrabelle, and my mother got pregnant while she was in Carrabelle. Just before I was born she got on a train, went to Pittsburgh, and I was born in Pittsburgh. She then turned around and came right back down and raised me in North Florida where I was immediately labeled as a Damn Yankee. And all these years it’s been tough being a non- native born, native Floridian…

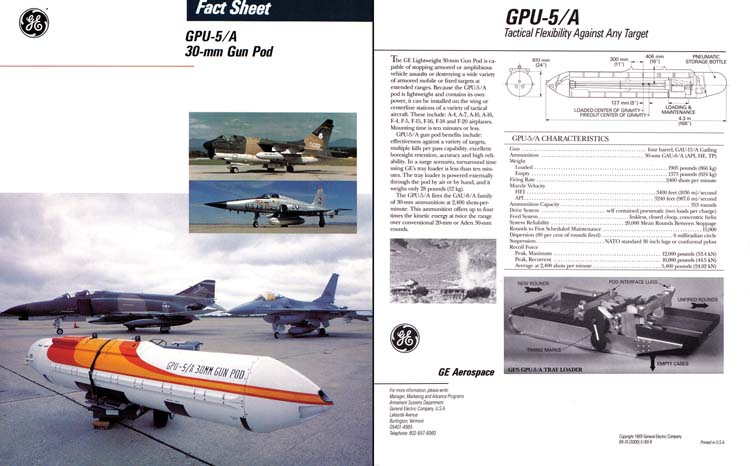
OK, now that the record is straight… George Kontis was born in 1945 to a family that started in the Greek community in Smyrna, Turkey, and left for Athens during the 1922 genocide. He’s been married to his wife Marcy for 38 years and has four children, Cherie and West, Alethea, and Soteria. George has been involved in the small arms business for all of his adult life. His designs include GPU-5A 30mm Gun Pod, numerous single barrel machine guns including the GE150, liquid propellant weapons, and improvements to ammunition handling systems.
He worked variously with Colonel George M. Chinn (who thought so highly of George that he included him on the inside cover of The Machine Gun Volume Five as one of the most promising small arms designers of modern times. George worked at General Electric’s Armament Systems Department, At FN Manufacturing, Inc. in charge of engineering for the M240, M249, and M16A4, was operations manager at HK-USA, and is currently Vice President of Business Development at Knight’s Armament Company in Titusville, Florida. George is a mentor to many of the young engineers in our community, and was the 1998 recipient of NDIA’s Col. George M. Chinn Award.
SAR: George, was there a firearms influence in your life when you were very young?
Kontis: My father was quite interested in firearms, even though he was an immigrant. Actually, he was an “illegal.” He didn’t have a country anymore; the Germans had occupied Greece, so he jumped ship in New York. He worked on a barge line for a number of months as a chief engineer even though he couldn’t speak English.
In those years, illegal or not, everyone had to sign up for the draft – those were the rules. When he passed his physical, they immediately snagged him into the Army. Why the Army and not the Navy? Well, because he didn’t understand the directions that they gave him, in English, for where to sign up for the Navy so he ended up in the Army. As a private he learned English, shortened his name from Kontaridis to Kontis, and he got his citizenship. He was not a shooter in Greece, but when he came to the U.S. and joined the Army, he loved to shoot, and he served in the Philippines. He was very proud of his military service and always liked shooting and above all, taught me safe gun handling.
SAR: What was the first gun you fired?
Kontis: I was five years old and it was a .22 rifle that was given to my dad to give to me by one of the barge line captains. Even at age five my dad used to take me out to shoot rats at the dump near the Ohio Valley General Hospital in Pittsburgh. We also went “plinking” there in the daytime. My .22 rifle was made in Chicopee Falls, I think it was like a Stevens, I can’t remember the exact name, but it was a dropping block .22. It was a great little rifle.
My uncles all went shooting and often went with us. One day at the dump, one uncle shot himself in the foot, and that taught me a very important safety lesson about shooting. He put a very clean hole right through his foot. Luckily, he missed all the bones. I learned to be extra careful after that. When I was in the third grade we moved to Tallahassee, and shooting is what I did almost every day. I didn’t go to soccer camps or any of that stuff. The money my parents spent on me was for ammo. My friends and I were in the woods all the time shooting, hunting, bringing home rabbits, birds, whatever. There was a lot of game there. I finally got a shotgun, and started buying up guns, even at an early age.
I also received an M1 Carbine as a hand-me-down from my Dad. It was “service” gun; he had the bring-back paperwork for it. It had a carving of a dog on the stock, done by a GI, quite a nice carving, and some hand-done checkering. I still have it. I restocked it because I wasn’t crazy about that dog being on my hunting rifle. One day I ran into Pete Kokalis, and he was telling me about trench art and explaining how valuable it was. I said, “You mean like if you had this rifle and there was a dog carved on the stock and some really nice checkering?” Kokalis’ eyes got really big so I knew this was something special, and I went home and threw that other stock away and put my original stock back on.
SAR: When was the first time you were around a machine gun or a silencer or anything unusual?
Kontis: Well, that didn’t come until I finished college at Georgia Tech. I went there to study Mechanical Engineering. My father was a marine engineer; it sort of was in the blood. As I kid, I always played around with a lot of mechanical things. My favorite TV show was called The Big Picture. Probably nobody remembers it, but it was put on by the government. They would go from one factory to the next and they would show how a helmet is made, they’d show how a rifle is made, show how ammunition is made. I was just fascinated by that. I liked to fix things, take things apart and fix them and play with them. I got Popular Mechanics and Popular Science. I was a big reader there and spent a lot of time in the library. I used to read books on how to make things yourself. I was particularly fascinated by Henley’s Twentieth Century Book of Formulas, Processes and Trade Secrets; it was a book that taught to make various compounds with different formulas. There are about 20 types of gunpowder formulas in there.
My friends and I did a lot of experimentation, too. We made some gunpowder and other things: bicycle spoke guns, firecracker guns, you name it, we did them all. We were pretty safety conscious for a number of reasons. One of the kids I knew had made a bomb and blew off most of his right hand. None of the girls would hold hands with him at the skating rink, so I decided girls were more important than bombs. And then of course, there was always the lingering memory of my uncle, screaming and hopping around the dump on one foot, with blood everywhere. Guns and shooting were my primary hobbies. I spent all of my spare time with them.
SAR: When was the first time you ran into a machine gun?
Kontis: That would’ve been my first day of work, my first day at a real job. It was as a design engineer at the General Electric Company in Burlington, Vermont, 1967. My first machine gun was a 20mm Vulcan cannon. We were the engineers in charge of testing, but not allowed to push the “fire” button. There was always this nagging thing that you really wanted to shoot that gun, but you weren’t allowed to. Finally, after a few years, I got an opportunity to go to an NDIA function, which at that time it was called the ADPA (American Defense Preparedness Association). There were some machine guns available and I got to shoot an M3 Grease Gun. I was impressed by the simplicity. It was such a clever design, but I was also amazed by how uncontrollable it was – for me anyway.

Georgia Tech had been an amazing experience. It was a very, very tough engineering school. I never worked so hard at anything in my life, and it taught me hard work, perseverance, how to take a problem and look at all the aspects and filter down what’s really important. They taught us how to identify the problem, focus on that alone, and then use the laws of physics and engineering to solve the problem.
I was at GE for 15 years. When I started, it was in the middle of the Vietnam War era, so they were making M134 Miniguns and M61 20mm cannons for all of the fixed wing aircraft, some helicopters, and gunships. The M61 started its life on fixed-wing aircraft. While I was there, they removed three of the barrels and developed the three-barrel M197 to arm helicopters.

I spent a lot of my time in R&D. We had developed the 25mm caseless program. That was going to be an aircraft cannon. We worked on case-telescoped ammunition, and I worked for about a year on liquid propellant guns. I spent about another year working on gun barrel improvements, trying to figure out why gun barrels fail and what we could do to extend the life. A very, very difficult problem, not well understood even today.
SAR: Did you work on the 5.56x45mm Miniguns, the Six Pack?
Kontis: No. That gun was invented by my boss, Bob Chiabrandy. He was probably the most brilliant engineer and designer I’ve ever worked with. That project started just before I got there, in the early 1960s: Bob had developed that weapon, a very, very clever design. There were no moving parts in the bolt, other than the firing pin. Although it was designed to fire at 6,000 shots per minute, they accidentally increased the power causing it to fire at 12,000 rounds a minute. This set the world record for the highest rate of fire of any machine gun. It fired linked ammunition, which was always a problem. Those links weren’t designed for side stripping, which would have been more ideal.
Preceding the 5.56 Minigun, there were two 7.62mm Miniguns that were being developed, A and B. The A gun was designed by Ray Patenaude – it’s the gun we know today with a two-piece bolt. There was a B-model Minigun designed by Chiabrandy with a one-piece bolt with dropping-block action same as his 5.56mm Minigun. That gun fired great – it was fantastic. The Army would come to review progress on the A model, which wasn’t firing, and they’d hear the B model firing. “What was that?” they’d ask. “Oh, that’s another project down at the other bay. We’re not allowed to talk about that one.” That was the B model. The A gun was continually failing, one problem after another, which they finally straightened out, of course.
SAR: What kind of problems did you see?

Kontis: The Minigun bolt from the A model that the military adopted, was difficult to make. As the two-piece bolt compressed to lock, there was this little finger that stuck out from the bolt head that followed a cam path in the rear portion. We used to call that thing the “fickle finger.” Because it was a casting, it was hard to maintain the dimensions, and it was a nightmare to machine. That was part of the problem. The rest of it was mostly in feeding, because to feed the round required something that looked like a gun with the sole job to delink the round: it was a tricky design.
SAR: It was always interesting to me that the geometry worked out where you had to have seven pushrods in there to coordinate against the six barrels. Did you ever get any feedback from the field?
Kontis: That was the beautiful thing in those years, and the thing that we’ve complained about just in recent times. GE used to get daily reports from Vietnam and even non combat areas, on what worked and what didn’t. It was fantastic feedback from the end users. They were reports, similar to faxes, providing important information that gave us a head start on finding solutions.
SAR: Did you ever go out on a military site, looking at the weapons?
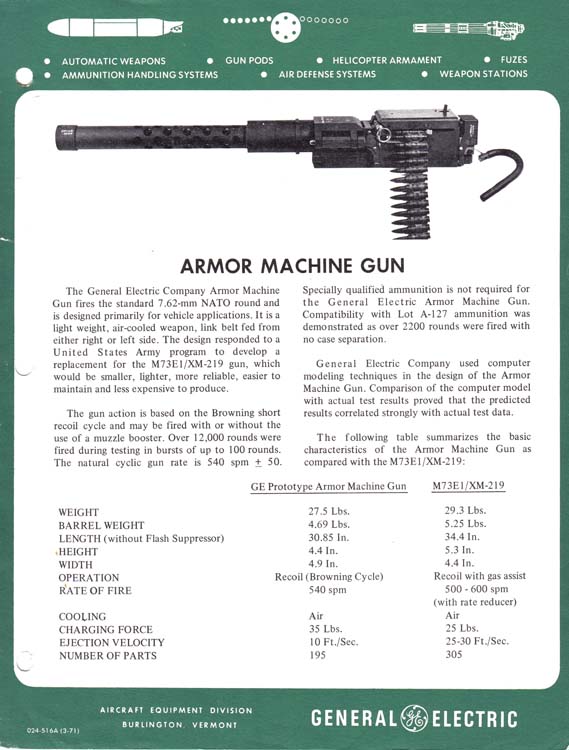
Kontis: Yes, but remember, I worked mostly in R&D, so most of my time was spent on the research side of things. GE had a very big single-barrel cannon program. I worked on these for a number of years. The first one was the GE-120, 20mm, dual-feed cannon. The basic design was an inspiration of Dick Colby – he’s famous from the SPIW program. Then we went to the Hispano-Suiza 20mm. I was a project engineer on a 7.62x51mm version, the Armor Machine Gun (AMG.) That was on its way to becoming a successful program. We thought we were going replace the M73/M219 machine gun.
SAR: Good idea.
Kontis: Fantastic idea. That was overtaken by events because of the 1973 Arab-Israeli War. They canceled all of the development programs and selected the MAG58. Those single barrel programs were fun, and I learned a lot about taking a weapon from inception, right through prototype design, to pre-production. On the AMG program my technicians and I developed a new instrumentation technique. We found it very useful and we had never seen it done before. Usually in firearm development you instrument the bolt to develop a time versus displacement curve. This lets you “see” how the bolt is moving through the cycle, and you measure its performance against time. We placed two transducers on the bolt: one to measure time and the other for velocity. In the end we developed a velocity versus displacement curve, getting rid of time altogether. This “VD” plot tells the engineer the velocity of the bolt throughout the cycle. Since velocity is related to energy, a sudden dip in the curve and you know you’ve lost energy. Using the VD information, you can find the exact spot where energy is lost and identify cycle problems easily.
SAR: What was the inspiration for doing the Armor Machine Gun; was that trying to shorten up the receiver?
Kontis: Yes, it was to replace the M73. Everybody, including the Army, knew the M73 was a dog and had no future. The M1 tank was coming along, so we needed a gun with a short receiver. In 1968, Springfield Armory closed and during the first part of 1969, GE took over the Springfield operation that included production of the M73 and M85 machine guns.
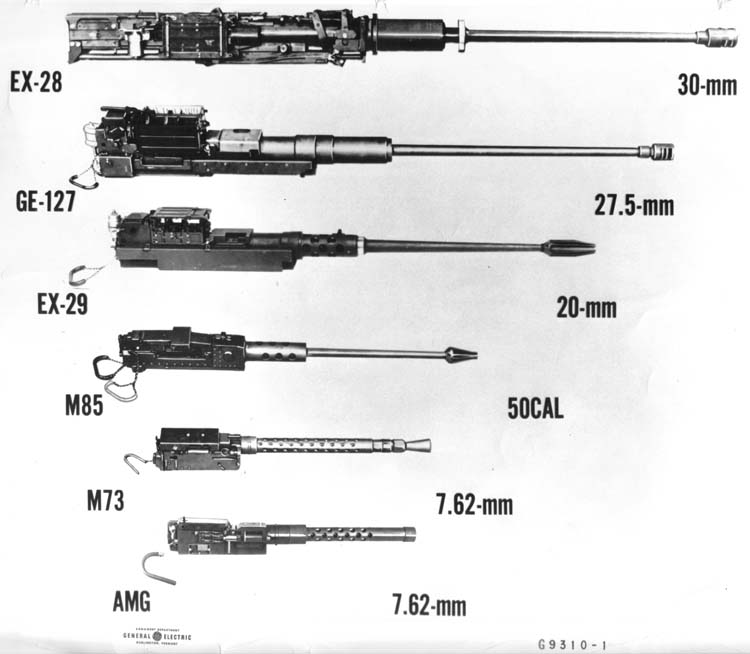
This gun was replaced in the project by another gun, called the rotary gun, and it was a concept that one of the GE engineers came up with. It was a gun that used a lot of torsion bars that would convert linear motion to rotary motion. This rotary motion was, according to the designer, going to be much smoother and make the gun not have the jerky motion that we were facing. In fact, at the end of the day, the EX28 worked beautifully, but the rotary gun was delivered and the rotary gun didn’t work at all. This project was done for the CPIC, Coastal Patrol Interdiction Craft, the CPIC 30.
Next in line we have the GE127. This was a real nice dual-feed cannon in 27.5mm. This gun, the EX29 and the AMG all were the same basic design, a triangular accelerator, Browning short recoil cycle and a very small distance from the front of the feed to aft of the weapon. This was considered for the MIFV the Mechanized Infantry Fighting Vehicle. This was the gun that we were going to propose. Stoner was in there with his TRW 25mm gun: we competed and he won out.
Next was the X29, which was our first 20mm gun. I worked on this one as well. This was another dual-feedgun, fired the M50 series ammunition. We also had one that fired the Hispano-Suiza round, the long 20x110mm, steel-cased round which was a nightmare to eject. That we had some real problems with.
The last two guns on this before the Armor Machine Gun are theM85 .50 caliber and the M73 7.62x51mm. These were two guns that GE had in production in Springfield Arsenal but had zero to do with the design. These were a nightmare.” (Kontis collection)
Bob Chiabrandy was named as engineering manager and I was one of the guys working with him. Bob and I spent all week down at Springfield operations working production problems.
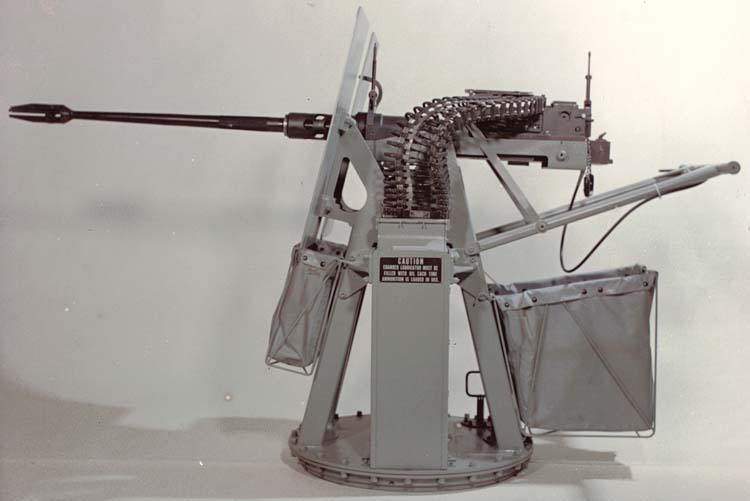
The Armor Machine Gun appeared to have a promising future. It was recoil operated using the Browning short-recoil cycle. It had a very interesting triangular accelerator that worked in a cam on the receiver. The accelerator pivoted in the barrel extension and kicked the bolt to the rear during recoil. It could feed from the right or the left and the feed components were right there in the weapon. It had a neat little built-in solenoid, and it could fire using a solenoid or manually with a little palm trigger. The gun worked really quite well.
It was able to fire the two ammunition types including A127 that the M73could not fire. The case of the A127 was very soft and had a high incidence of ruptured cartridges, but only in the M73. The Army had to come up with special hardened case ammo for the M73. Like the M60 machine gun, the AMG could fire either ammo.
GE had a great prototype shop. When you completed a design, it was reviewed by manufacturing engineers, production engineers; it was textbook John Pederson. Tolerances were studied, the manufacturability was studied, and the drawing was not released until a manufacturing engineer, the big guru, Charlie Tudhope, signed off on it. Only then was it released, even if only a few units were to be made.
The engineer was responsible for designating what the significant characteristics were. Those were the dimensions that were inspected by Quality Assurance. If you had 10 dimensions specified as significant, you could be assured that those 10 dimensions were inspected 100% on every one of those parts.
The Burlington GE plant was formerly a Bendix operation that made turrets during World War II. GE went up there to build the Mark 12 reentry vehicle – a nose cone for a missile. At the same time, GE Schenectady was working on an Army project for Gatling guns and the project was moved up to Burlington. That’s when it all started. Vietnam hit, and it was just, “Katy, bar the door.” We went all out on designs. GE developed the linkless feed system from a design that was conceived by the Roy Sanford Company, in Connecticut. GE took the concept, solved all the problems and made it work in production. Those 20mm linkless feeds were used on all of the major aircraft, starting on the F-105. They were in the F-4, the A-7 and the F-111. They had refined the linkless feed systems to be scalable – even the 30mm GAU-8 round for the A-10 aircraft. That was one beautiful design from start to finish.
SAR: You worked on caseless ammunition there?
Kontis: 25mm caseless. The weapons system was for aircraft and the idea was to go to 25mm. They figured 20mm was going to be limited down the road, so they wanted to go to 25, and they developed a 25mm caseless round. It was a coffee-mill gun, much like a Gatling gun, but had ten chambers for six barrels. Rounds were fed into empty chambers under the gun, which were moved to line up with barrels and fired. The empty chambers rotated out of the gun so more rounds could be fed.
The round used compressed propellant and a percussion primer. The case telescoped 25mm was the same idea, when caseless didn’t work, case telescoped was tried next. Case telescoped is basically taking what you normally think of as a cartridge and replacing that with a cylinder. Everything is packaged into the cylinder, including powder, primer, and projectile. The difference is that the projectile is not seated right there at the origin of rifling. The projectile is back inside the cartridge case, so when the projectile gets launched, it flies out and then contacts the origin of rifling and then begins to spin up.
SAR: So it has to transition from its own case into the rifling? Did you use progressive rifling on that?
Kontis: Yes. In order to get the projectile started up so it didn’t jump right into the full rifling. That wasn’t the design challenge, though. The big issue with these weapons is sealing the high chamber pressure.
SAR: You were there 15 years. Any other projects you worked on at GE?
Kontis: I designed the GE-150, an externally powered .50 caliber machine gun. We were going to replace the M2HB and the M85 with a .50 caliber externally powered gun. This gun would use a two-rotation cam, unlike a Gatling gun that moves a bolt back and forth in one rotation. The GE-150 cam turned two times and translated the bolt all the way to the rear, and all the way into battery with a firing dwell at the front end and a feed dwell at the rear. We made the feeder in such a way that it would handle either link; the rearward end stripping M9 for the Browning style, and the forward end stripping M15A2 for the M85. Ammunition linked either way could be fired using the same feeder: no changes, no adjustments, just load in the rounds and shoot.
We actually built that and tested it at full rate and it worked great, so we were pretty excited about it. There were two drawbacks to this design. One was that the heat from the barrel would head right into the drive cam and that could lead to problems. The other drawback was the fact that the M9 link is a pull-to-the-rear link. There is no other way to get the round out of the link. Pulling the round to the rear, feeding it into the bolt, then chambering all takes time. The time to fire the first round fired was lengthy, all due to the link, and there wasn’t much we could do about it.
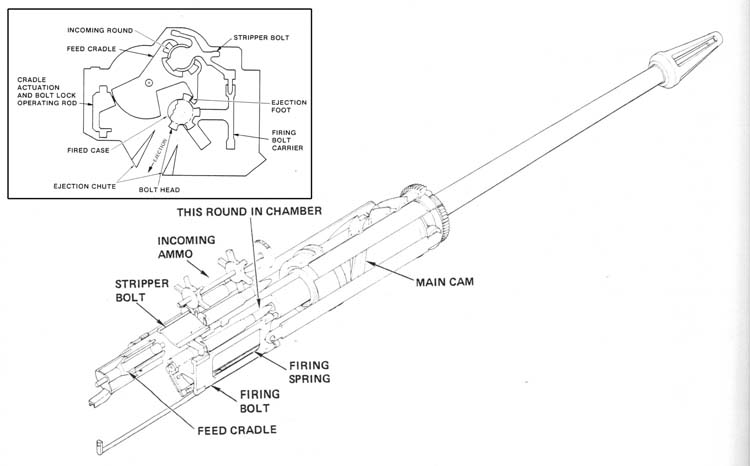
For sure, the most exciting job and the most fun I had the design of the GPU-5/A 30mm gun pod. The success of the 30mm in the GAU-8 type round in the A-10 was something that we thought would be good for every one of the aircraft to have, so we made a pod that all the fighter jets could carry.
Lew Wetzel and I worked on that design together. He was the project lead – it’s surprising when you look at the GE Gatling designs and realize how many of them he designed. One of the things I learned from Wetzel was the way you to make a new design successful. The trick is to prove out the high risk areas first by building prototypes and testing them. For complex designs, we’d start with simple prototypes then continued to refine them until finally all of the high risk design issues were proven out. By the time you go into the first full prototype you’ve only got the small problems to clear up.
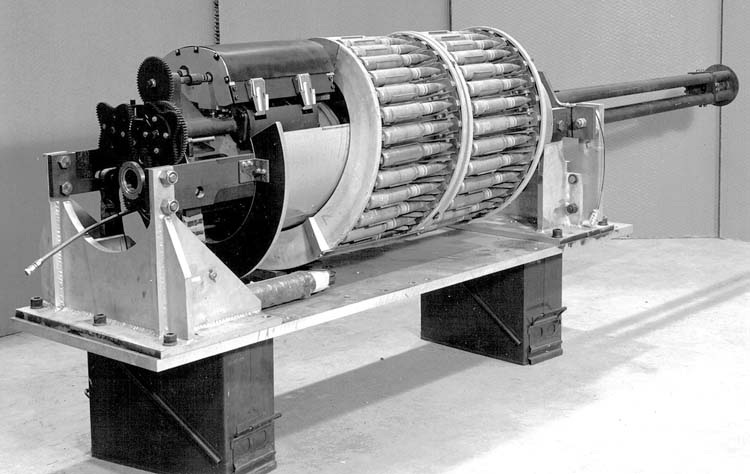
The GPU-5A was a very unique design. GE never had anything quite like it. Wetzel came up with the ammunition handling system concept. All the rounds were stored and transported in little conveyor buckets. Wetzel and I spent a lot of hours trying to figure out how to make the thing work.
What we did was to spiral the ammunition around the full length of the pod. There were two layers of conveyor buckets that moved up and down the pod taking a helical path. The inner layer went toward the gun feeder and outer layer of conveyor buckets moved in the direction of the muzzle – turning around at the end and becoming inner conveyor buckets.
In the center of the pod was a four-barrel GAU-13/A not the seven-barrel GAU-8. (The five-barrel is in 25mm.) My part of the design was the feeder, the recoil mitigation system and some of the feed storage system components. Since it was a gun pod, everything had to be as small as possible, yet be rugged enough to handle those huge 30mm rounds.
The tricky part of the gun feeder was that the four-barrel gun needed the ammunition to be spaced apart somewhere on the order of five inches. In the conveyor system the rounds were spaced with a “pitch” of about two inches apart. This level of acceleration of the ammunition was needed to match the speed of the bolt, and conversely to decelerate fired cases from the gun in order to place them into empty conveyor buckets. This was common practice in aircraft weapon systems. Round acceleration was always done the same way – with a sprocket. The sprocket would pick up a round at a slow speed and while rotating it would accelerate the round from the root of the sprocket out to the tip of the sprocket to gain speed. If I had used this conventional acceleration technique, I would have had to use about nine sprockets passes to get the rounds properly accelerated. There just wasn’t room in the gun pod.
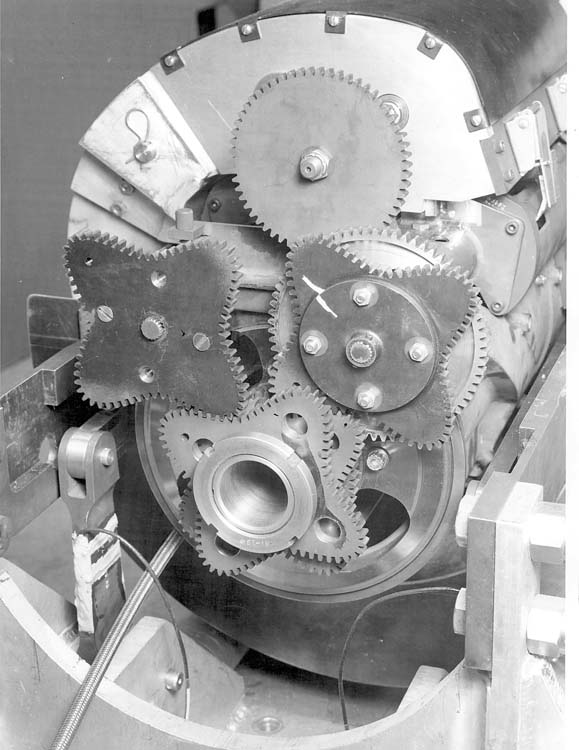
That’s when I thought about using elliptical gears. I went through the equations for the elliptical gear calculations and theoretically it appeared everything would work perfectly. All I needed was a four-lobed elliptical gear pair, and by God, the round would be accelerated up to speed to match the speed of the rotating bolt, and using only one sprocket, not nine.
My next step was to figure out how to construct the gear and it was then I realized something was bad wrong. I found out the gear couldn’t be cut with a standard gear cutter. Now I was stuck so I decided to contact the guy who developed the elliptical gear equations I was using and ask him, “Hey, what’s with your equations. They don’t work for my application?” I found his number and called him. His name was Fred Cunningham; the guru who wrote all the equations and lots of articles about elliptical gearing. Cunningham told me, “What you’re trying to do won’t work because gear teeth have to be symmetric and in your design, the gear teeth will be asymmetric.” He made a suggested design change but it would require a lot more gears and sprockets and there probably wasn’t room for them.
It was no cause for worry; I knew just what to do. Whenever I was faced with this level of problem, I did have one more option. Go see Bob Chiabrandy – which I did. Bob listened attentively to my problem, looked at my equations, and seemed rather amused that I had actually called Cunningham and challenged his design methods. A couple hours later Bob hands me a table of numbers and says, “Here are the x & y coordinates of your gears.” “You need to figure out how to make them, but I think these will work.” We cut the first ones out of a piece of sheet aluminum, filing them here and there. The technicians mounted them on a nice board with a hand crank and they ran together perfectly. In the pod they picked up the rounds at the 2 inch pitch and fed them right to the bolt….
SAR: …Making a proper presentation….
Kontis: … matching the bolt velocity perfectly for a smooth transition. That was just one of the gear pairs! The second pair picked up the fired case from the bolt and decelerated it, dropping it back into the conveyor bucket so no fired cases were ejected overboard. The conveyor bucket held live rounds and fired cases. When the pod fired the ammo handling system, and it went from totally full of live rounds to totally full of empty cases after it fired out. Nothing was ejected overboard.
SAR: That’s a thing of beauty.
Kontis: It was a fun design project that worked really well. It was used in Desert Storm. The other part that I designed was the recoil system for it. When you’re designing a gun pod, you’re trying to make everything as absolutely small as you can. This big cigar was going to be far too fat unless Wetzel and I figured out how to compact everything. That’s why we put the gun inside, wrapped the ammunition around it, and then put the skin around that. It’s also why the elliptical gears had to be made to work.
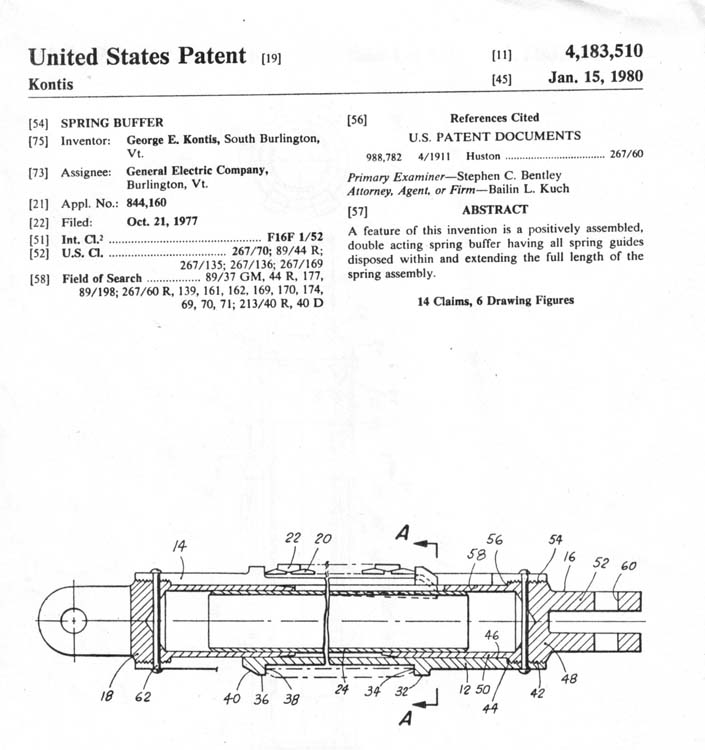
There is a tremendous amount of recoil from the 30mm cannon firing in an aircraft. We designed what we called a strong-back; it was like a skeleton to take the loads. Much of the recoil energy from the gun was converted to friction using two recoil adapters and this reaction was taken from the strong back and into the aircraft mounting hooks. Recoil adapters for a system that big use ring springs: concentric rings have high energy-absorbing friction when compressed. To that point, all ring springs used on Gatling guns operated inside a tubular housing. We had no room for a tube, so I figured out how to put a “housing,” if you will, inside the rings.
The spring pack was double acting, so that when it was pulled apart the stack of ring springs was compressed and when the ends were pushed together, the ring stack was again compressed. This was kind of a wild idea I had. We made some prototypes and we played with them with some coil springs, and by golly it really did work. I refined the design from prototype stages, and ended up getting a patent on the design, and they still use this particular design today. It was quite successful.
SAR: Did you have any problem with GE when you got patents? They didn’t claim your work?
Kontis: Oh, they did claim them. When you work for a company, generally your patents are assigned over to the company. Now, I must say GE was very good about giving you an honorarium for your patent that involved a nice gift, an expensive dinner, and a monetary award. It wasn’t all that bad.
SAR: You went to an ADPA meeting, which was the precursor to the National Defense Industrial Association and the Small Arms Symposium.
Kontis: That would’ve been in the ’70s and early ’80s. In those years, it was a who’s who of small arms people. Berge Tomasian, who ran Saco Defense, was chairman until Jay Trumper from GE took over. From the government side, there was Frank Marquardt who designed the Marquardt 20mm Navy Aircraft Cannon used in the Mk11 gun pod. Gene Stoner was there quite often, as were the guys from Saco: John Rocha and George Curtis. I took advantage of these opportunities to get to know people like Uzi Gal, Israel Gallili, and Bill Ruger, who showed up once in a while. They were all a great bunch of people to associate with.
We held yearly meetings just like we do now as NDIA, with papers presented. Usually one year it was east coast, one year it was west coast. They were rarely held at Picatinny. I was a participant, but later on, I was more active in the organization.
The Colonel (Chinn) and I had gotten to be pretty good buddies. You’d see him there all the time and as well, Rod Spies who was the head of marketing from Hughes. The Chain Gun was a Hughes development that wasn’t ready in time for the Armored Fighting Vehicle (Bradley) competition, so TRW with Gene Stoner’s 25mm cannon won the competition between GE and TRW. Out of nowhere came Spies, who figured out how to get his chain gun considered. In the end, it was the 25mm Chain Gun that won out. Spies was an amazing marketing guy – he won the Chinn Award too. As I said, ADPA was a great experience.
SAR: Any other projects or programs at GE?
Kontis: Near the end of my days at GE, I had an idea for a new project, a .50 caliber Gatling gun. It just seemed like that was something that could be a hot seller. It would be something that was needed to replace the aging aircraft cannons. The concept was for a six-barrel gun or a three-barrel gun. I would make the rotor big enough to be a six-barrel gun for fixed wing aircraft armament, but start out by making a three-barrel gun, since that would be more saleable. As the design progressed and proved itself, three more barrels could be added to make a new product. Just the opposite of what was done for the 20mm from the M61 to the M197. A lot of people liked my .50 caliber concept and I got money allocated for it, and I was ready to lead the design team as the project engineer. That was the time frame where I decided that I wanted to get into management; I didn’t want to be a design engineer anymore. I felt like I was getting pigeonholed; and I really liked working with people. I also thought I’d like to work in sales some day. I liked the whole NDIA (ADPA) scene and being inspired by all those great gun designers, and I felt like it was time to move on. I left that project and in 1982 I took the opportunity to go to FN and be the Product Engineering Manager. FN was having trouble getting the M240 off the ground and I was sure I could help.

SAR: Where had FN come from with the M240 program?
Kontis: The M240 was brought on by the failure of the M219 (M73) during the Yom Kippur War. The Israelis complained to the U.S. what a terrible gun they had been sold. There was even a congressional investigation. There were other candidates being trialed but the money for these got canceled. My Armor Machine Gun was a casualty along with others. The GE AMG and other guns coming down the pike weren’t ready yet. Congress demanded a worldwide competition with the objective to pick the best gun to replace the M73.
FN won that competition with the MAG58 Coaxial machine gun. It was the tank version of their Infantry MAG58. They were given a contract for a limited number of guns as well as providing a Technical Data Package (all the drawings) so that the guns could be built in the United States. FN in Belgium began delivering the guns from the Herstal, Belgium factory, so the immediate need for a reliable tank coax was filled.
Then FN won the competition to build the same gun (now called the M240) in the U.S. Since they didn’t have a U.S. factory, they built one in Columbia, South Carolina. They were in quasi-production for one year, but it was a huge mess. From the engineering side, they needed an engineer who could interact with the Army representatives and convey the Army message to the Belgians. The converse of this was also needed. I used to jokingly say my job was as a translator – converting English to English.
The U.S. factory, FN Manufacturing, Inc. (FNMI) suffered from growing pains: a new factory with inexperienced personnel, the language barrier, and inexperience in understanding exactly what the U.S. military wanted. I was only on the job a few days when I realized how bad things really were, but we had a good group of people, and I felt pretty confident we’d get things moving in the right direction. After all, they had a nice factory and had some decent new manufacturing equipment, and a reputation for building good stuff.
It took a long time for the workforce to understand what was needed, as many of them weren’t experienced gun people or machinists. The Belgians had sent quite a contingent over to get production going. The first year they had built some M240s, but not to the Army’s Tech Data Package that they had drawn to U.S. format. The Army demanded the gun be built to their new tech data package, but the Belgians wanted to continue to use theirs.
SAR: Because they knew those worked.
Kontis: Exactly. This was how they built the guns in Belgium. The U.S. didn’t buy the manufacturing package; they only bought the technical data package, and there’s a big difference. I had a great engineering team and we finally got the Army drawings into a condition where both the Army and the Belgians were happy with it. The FNMI manufacturing engineers made new manufacturing drawings that worked best for the new factory.
You know, even though these were tank guns, the Army did something very, very smart when they redrew the drawings. It would’ve been so easy to eliminate all of the infantry features of the original MAG58 that allowed those guns to be used on the ground. It would have been cheaper too.
Here are some examples of what I’m talking about. The back sight bracket had steps that were used for the rear sight. Those steps were hardened so that they wouldn’t wear, and here we were at FNMI, installing back sight brackets with hardened areas where the steps were, and no sights on the gun. We also hardened the area where the dust cover latched underneath, even though there was no dust cover on the coaxial weapon. We did all the little infantry nuances, from the MAG58, even though these guns were going into tanks. Hats off to whoever decided that, or we would have never gotten the M240G and M240B off the ground.
There is an interesting story of a problem we had to solve right off the bat. Product Engineering’s job was to go through the M240 design dimension by dimension, comparing the Army drawings with the Belgian’s manufacturing package so that we could accommodate both. In doing that, we were very successful with one major exception.
One thing that didn’t work very well at all was the feed tray, and this is the very heart of every automatic weapon. The ammunition links were digging trenches in the top of the tray causing malfunctions. The FN Herstal design was made out of nine components that included an investment cast round stop, rivets, and stampings. The first U.S. made feed trays looked just like the ones from Belgium, but ours didn’t work well at all and nobody could figure out why.
The feed tray started out its life as a stamping of very soft steel, “tin can steel” we used to call it. Then it was masked for certain areas that we didn’t want plated, and then it was chrome plated. After it was chrome plated, then it was phosphated black. This was just an inordinate amount of time to manufacture a part, requiring a lot of handwork. They’d sit there painting the masking on these things. It was an awful, awful part.
My idea on that was that we’ve got some really good casting companies in this country, so let’s get a couple good houses to make us a casting. We called in Hitchner and some others and said, “Can you guys investment cast this?” They said, “Sure. What material do you want?” I picked a good material that I knew would come out harder than the links and we ended up with a nice hard feed tray. It was absolutely beautiful. The Belgians were screaming, “What are you doing? The part’s fine like it is.” They weren’t real happy with the American team at the time. We took that thing out and fired it and we couldn’t fail it. It just shot and shot and shot. That was one of the first times that the American engineering team there “grew legs.”
SAR: Did you get to go shooting at FN if you wanted to?
Kontis: All the shooting you wanted [laughter]. That was a nice part about FN. We got to do all the demos but we engineers were authorized to shoot all the time for testing, it was great. We did lots of demos, and our first demos were something we called the GMAK, Ground-Mount Adaption Kit. I always have to be selling and I figured, “You’ve got a great design. Let’s put this thing on the ground.” The number one M240 complaint from the tankers wasn’t anything about the gun or how it worked or functioned, it was that you couldn’t take the gun out and put it on the ground. We decided the thing to do is sell a ground kit for it, use it as an infantry weapon, basically a bipod and butt stock to dismount with. We couldn’t get any buyers. We heard asinine comments like, “If you take the gun out of the tank and put it on the ground, you decrease the fightability of the tank.” Wait a minute. The tank is already dead [laughter]; you’ve got no more fightability. Get the hell out of there! Put the gun on the ground so you can get moving and keep fighting. At NDIA, Ed Gripkey our marketing manager, would be holding the weapon, with me doing all the soft-shoe dancing and verbiage for the demo. We had the wooden stock from the MAG58, but wood could not be decontaminated in an NBC environment. We had developed a pipe stock with a rubber pad on the pack and it worked well. It was comfy to shoot and troops really liked it, but we couldn’t sell any of them. The GMAK went nowhere at the time.

We got pretty busy at FN because we won three major contracts at once. We won the M16A2 rifle, we won the M249, and then the Mk19. These represented all of the major contracts in U.S. small arms – all won within a period of about three months. We figured, this is never going to fly. Number one, the politicos from all the other states were screaming. Maine was screaming, “You can’t have the Mk19. That’s for Saco.” Although Sako had never built one, this message came from the Navy. About the M249, FN diehards were saying, “Oh, that’s our baby; we want to build it.” As for the M16, FN had hired a lot of ex Colt employees including the head of manufacturing and some other top people. Their mantra was, “We need to bring the M16 into FN.” In the end, we let the Mk19 contract go to Saco and the rest is history.
The Mk19 was Colonel Chinn’s baby. I hired an old friend of mine named Charlie Mooney, who worked with Chinn. Charlie was another one of the best engineers I ever worked with. Charlie is now deceased. It was sad to lose Charlie at a young age. Charlie took the Mk19 from a gun that wasn’t working very well, although the concept was there, but the details, where the devil lives, weren’t there. He made it into something that would work. Then Saco took it and made it into something that could be produced as well. Just because you have a drawing that works out and a prototype that works, doesn’t mean you can produce it and have mass quantities work: it takes a lot of time. I was working in product engineering for about half of my career, and by the late ’80s I was getting a little tired of working in engineering and I saw a lot of marketing opportunities that we weren’t taking advantage of. And I always want to get new things into the hands of the troops. When I saw a need, like this GMAK, it was just driving me crazy.
I had to get it out into the field. When we didn’t succeed, I had to go somewhere else and get something else out into the field. FN had a lot of products over in Belgium that weren’t being sold in the U.S. and they came in and gave us an orientation on what they had. When I saw the list I said, “Wow, those are some really cool products. We could sell those in the U.S.” Without anybody asking, I wrote a marketing plan, the first one I’d ever written. I didn’t even know how to write a marketing plan, and there was no Internet to search. I showed it to my boss and he said, “I don’t want to see that anymore. Don’t show that to anybody.” FN was pretty good about hiring consultants and they hired these top-notch consultants to come in and look at business, and while one of them was interviewing me we talked about the new products. He saw I was excited about the new products and he said, “There needs to be a marketing plan.” At first I held my tongue, but then I remembered what Julien Labeye, the president of FNMI, told me. He said, “Tell these guys whatever you want, no holds barred.” So I said, “Well, sir, I wrote a marketing plan, but I was told to hold it close.” He said he wanted to see it, so I handed him it to him. He said, “This is a pretty good marketing plan.” The next thing I knew I was sales manager of North America for FN, and I was off selling FN products in Canada and the U.S.
That was really a great experience for me. It expanded my horizons. I went to Belgium, to France, and up to Canada. We really started things moving and got FN products on a roll. We had the M249 in production, the M16A2, and the M240. Now there was the opportunity to product improve, do R&D, and hopefully sell the GMAK, but now my goal was to sell it on the ground and not just for dismount, which I finally succeeded in doing.
I wanted to sell the Para kit for the M249 and to bring over the quick-change barrel .50. Another pet project was the adaptation of the M3P .50 caliber to the Boeing Avenger. The origin of this system was the FN HMP (heavy machine gun) gun pod. FN was real unhappy with my proposed plan because they wanted me to sell them a complete gun pod, but it just didn’t make sense on a ground vehicle, particularly with the weight constraints (the Avenger had to be air transportable.) What I had in mind was to sell the guts of the pod – gun, charger, mount, feed system, etc., without the rest of the HMP system, the bulk of which was the big “cigar” that enclosed everything. Some of the FN Herstal people were really against breaking up the gun pods to sell components, so I arranged for a meeting with both the FN Herstal and FNMI people, including Julien Labeye.
At first my presentation was a comprehensive, multi-page report to show which parts of the gun pod would be used and which not, with technical discussions etc. Then I remembered somebody told me that most company presidents won’t look at any more than one page of anything. I decided that a 1-pager would be my whole presentation. For each of the dozen or so attendees, I made black and white photocopies of the page in the HMP brochure that had nice isometric sketches of each of the HMP components. There was no such thing as a color copier back then, so I took the black and whites home to my young daughters, aged 7 and 9. I offered to pay them to color in red the parts Boeing won’t need, green for the parts they would use as is, and yellow for the one part that needed a slight modification. The girls, both very artistic, did a beautiful job with colored pencils and everybody at the meeting was impressed not only with the good sales prospects of a new gun system for the Avenger, but for some good ingenuity in using “available resources” to get the point across.
SAR: George, you just rolled through a whole lot of stuff there. Let’s stroll back down the line a bit. You were there when FNMI bid the M16?
Kontis: I went to Rock Island Arsenal and sat down with a gentleman, I believe his name was John Irons. He was the project manager of the M16. And I said, “John, we’re from FN. We’ve got a great factory in Columbia, South Carolina, and when that M16 comes up for competitive bid, we want to be there and we want to bid on it.” This was the M16A2, right out of the JSSAP program. I had worked with Jim Ackley before and I had met (Lt. Col.) Dave Lutz and some other folks, but basically this was more oriented towards “We’re a firearms factory and we’re eligible to bid on this, and by God, we want to bid on it.” M16A2 was now in the production arena and we were to get a TDP. FNMI’s ex-Colt guys were ecstatic because, “Hey, we know these parts. We can bid.” At FNMI, we put together a really good package and we bid it and we won. There were only two bidders, Colt and FNMI, as I recall. There was a $14 per rifle difference in the bids, or something close to that. It was quite a challenge for FN to build those parts; I remember that. I don’t think it was a moneymaker for a number of years for them.
| This article first appeared in Small Arms Review V14N9 (June 2011) |





