
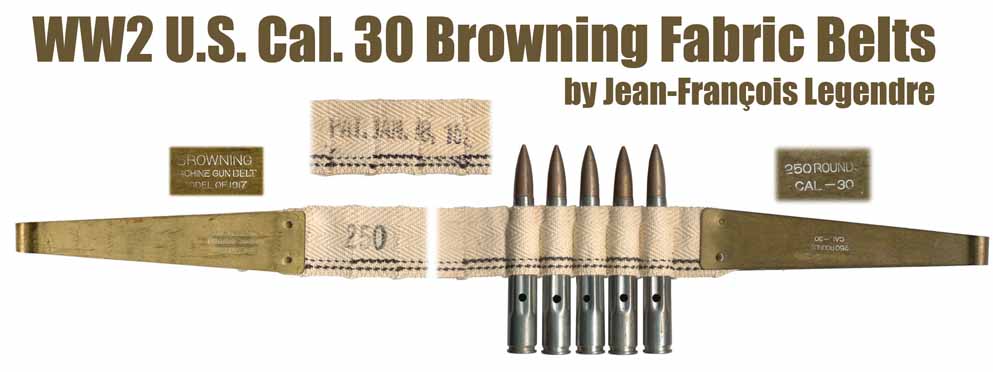
Initial M1917 250-round belt featuring two 4.5 inch brass starter tangs and following the Frissell Patent No. 1,168,876 issued on January 18, 1916.
During the Second World War, over 30 million 250-round fabric belts were procured for the U.S. Army to feed their different .30 cal. Browning machine guns used by the infantry.
The objective of this series of three articles is to describe the evolution and the many variants observed as a function of manufacturer, starter tang design, fabrics weave and color. Part 1 will be dedicated to design development and the different manufacturers; Part 2 will be dedicated to the numerous production variants and Part 3 will be dedicated to the various packings.
A first attempt to address this vast subject was provided by the author’s contribution in Dolf Goldsmith’s book The Browning Machine Gun – Volume III – Supporting the Rifle Caliber Brownings. Since that publication, much new information based on further surviving specimens and a key official U.S. report dated October 1945 shed further light on this subject. This latter report issued by the Chief of Ordnance/Industrial Service Office/Small Arms Division and entitled Machine Guns – Development and production of metallic belt link and fabric ammunition belt contains a wealth of extremely detailed data on production figures and historical background on development process. When applicable, some parts are literally excerpted from this report in the following article.
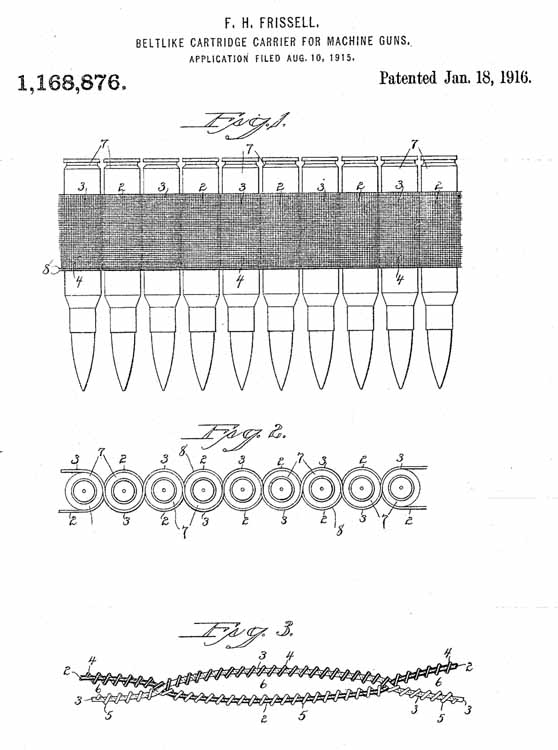
After the First World War, much of the development work on fabric machine gun belts was done by Russell Manufacturing Co. of Middletown, CT in cooperation with the Springfield Armory. The original M1917 machine gun belt was based on the U.S. Patent No. 1,168,876 by F. Frissell, assignor to the Russell Manufacturing Co., issued on January 18, 1916. This called for two distinct layers of fabric, each including a set of warp strands interwoven with a set of weft, or filling strands. Each set of warp strands was to be crossed at regular intervals from one face of the composite fabric to the other and back again to form pockets for the cartridges. However, it was found that only about one-half the warp strands could be crossed, for more would be so crowded as to make the edge objectionably wavy. Therefore, it was found necessary to cross only about half the warp strands and stitch the others in place at the point of crossing. This weaving feature is clearly illustrated in the patent drawings. As a result, the pockets were not as strong or rugged as desired and the cartridges were not firmly gripped.
These original M1917 belts are fitted with two tapered 4.5 inch long brass starter tangs riveted at each end of the belt to facilitate the insertion into the feed block. Cartridge pockets are numbered with ink markings every 25 rounds to indicate to the gunner the number of rounds that have been expelled from the belt. The fabric also bears an ink stamp referring to the Frissell Patent date which actually is January 18 1916. However, for an unknown reason, all belts observed are consistently wrongly inked “Pat. Jan. 18 ‘15” therefore showing 1915 instead of 1916. These original 250-round M1917 belts were still standard issue for the infantry until 1941.
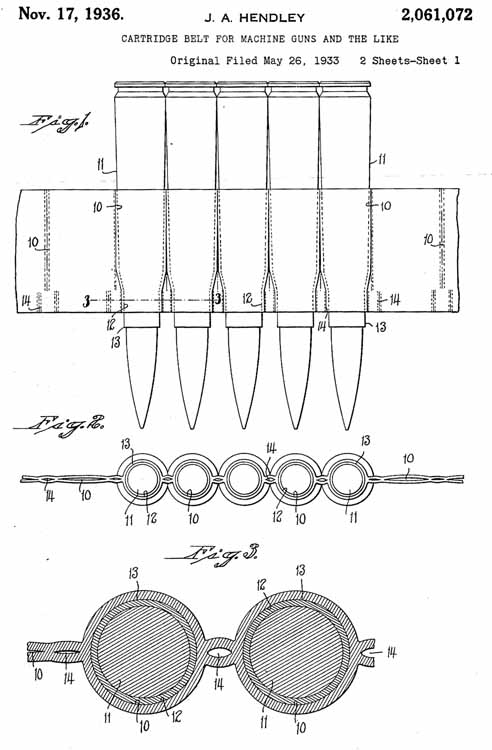
Really intensive sampling and development work on fabric belts by Russell Manufacturing Co. was resumed in 1928. A new and more rugged belt was developed and accepted by 1933 and patented in November 17, 1936 by J. Hendley, assignor to the Russell Manufacturing Co., under number 2,061,072. It is a modification of the 1,168,876 patent in that it allows substantially all the warp strands to be crossed from one side to the other between pockets without undesirable distortion and without making the belt unduly wide at point of crossing. This is accomplished by a change in the weave which also permits the formation of a hollow pocket between the small ends of the cartridge pockets. This affords greater flexibility than is possible when this area is woven solid and achieves better alignment of the cartridges. The new design permits herringbone weave, twill weave or almost any manner of weave desirable. This new design of belt became standard for production of new belts by Russell from the late 1930s on.
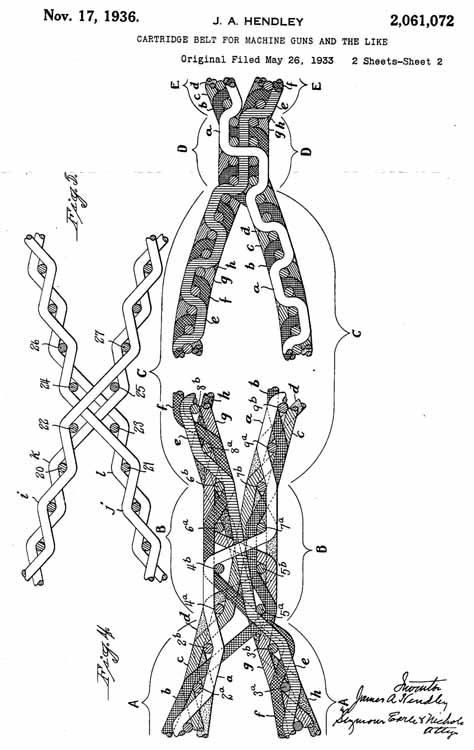
It can be noted that the features of the 2,061,072 patent were not only incorporated in .30 cal belts but also in both .22 and .50 cal. Browning belts according to the patent number also inked on the latter two types of belts.
Since the stock of the early 250-round M1917 .30 belts on hand for the infantry was sufficient, the first contracts of .30 cal. belts produced following the 2,061,072 Patent were mostly intended for the Armored Force which required 100- and 150-round belts.
In October of 1941, it became apparent that the supply on hand of .30 cal. web belts for use by ground troops amounted to only about 25% of the total needed to meet requirements for M-Day (Mobilization Day). Furthermore, the need for belts loaded prior to packing and shipment, would generate a major increase in the number of 100- and 250-round belts needed, which in turn would necessitate a dramatic increase in manufacturing facilities.
In January 1942, Russell granted the government a non-exclusive, irrevocable, non-transferable royalty free license to manufacture, or to have manufactured, machine gun belts under their Patent No. 2,061,072 – this license to continue until one year after the cessation of the national emergency.
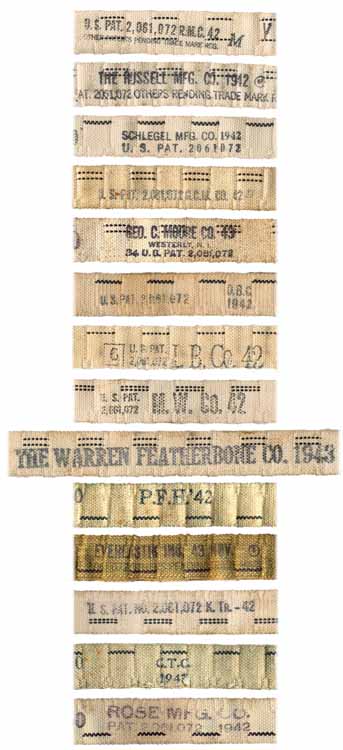
The very first war-time productions of 250-round belts were provided by the Russell Co. and the Schlegel Manufacturing Co. of Rochester, NY. For the first productions, Russell used the marking R.M.C. and then switched to THE RUSSELL MFG CO.
By June 1942, in addition to Russell and Schlegel, five more facilities had initiated production of the 250-round .30 caliber belt. In the next few months the remaining facilities who had received contracts initiated production. By end 1942, a total of 13 different U.S. manufacturers were involved in the production of 250-round cal. 30 fabric belts.
The first productions of George C. Moore Co. of Westerly, NY, were marked G.C.M. Co and then switched to GEO. C. MOORE CO.
To these must also be added the import by the Ordnance Department of a total of 489,700 belts from the British company Thomas French & Sons of Manchester from June through December 1942.
It can also be noted the existence of belts exhibiting standard features of U.S. belts but bearing the Canadian property mark “Arrow in C” with the manufacturer’s marking S.C.C. LTD. So far, such belts dated 1942 and 1943 have only been reported to the author bearing the Canadian Property Mark.
It remains unknown whether these are specific production by a U.S. manufacturer for export to Canada or Canadian domestic production. Some Canadian collectors suspect that SCC might stand for Syracuse Cordage Company of Syracuse, NY, but no real evidence to confirm that identification has come to light so far. Another educated guess is that SCC might stand for Samson Cordage Co corresponding to the Samson Cordage Works described in the U.S. Ordnance report of 1946. Here again, no real evidence to confirm this supposition is available. Pending reliable evidence, SCC remains as “unidentified.”
The following table summarizes the 14 different manufacturers as well as their production figures as provided in the 1945 report. Details on location of these companies were found in the Official American Textile Directory of 1923. So far, specimens manufactured by the Samson Cordage Works have not been definitively identified.
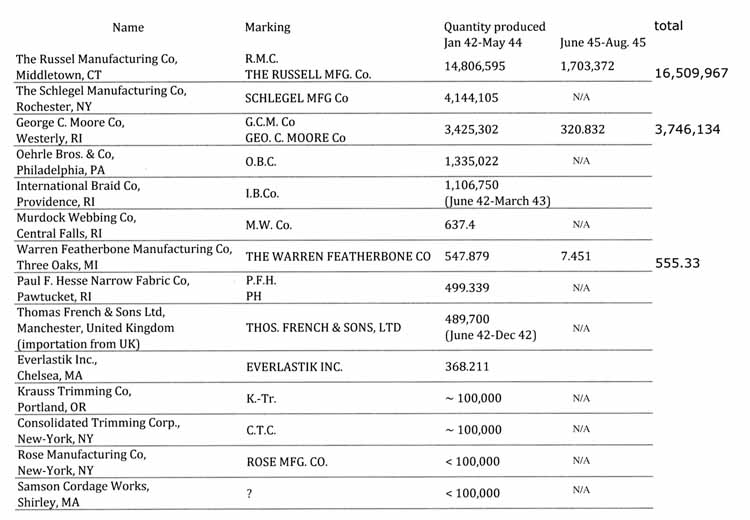
It can be noted that these production figures are different from those presented in Dolf Goldsmith’s book where only production figures between June 1942 and March 1943 are displayed.
From January 1942 until May 1944 a total of 28,283,433 belts were produced with monthly production rates rising and falling as a reflection of variation of demand for the material. The production output reached its peak monthly production in July 1942 when it reached 2,368,500 units. Then the output was diminished steadily to a low mark of 264,323 in July 1943 from whence it rose to 1,324,584 in December 1943. After this, production again fell off until it was terminated in May 1944.




The manufacture of these belts was begun again in 1945 when it was indicated that stocks were reaching a low level. In January 1945 a requirement of 3,000,000 belts was received. This was increased to 7,100,000 in February and to 11,200,000 in May. Steps were taken to secure production from six facilities. In June 1945, the requirement was reduced to only 4,250,000 belts. Production orders originally set up for the International Braid Co., Murdock Webbing Co., and the Oehrle Bros. Co. were cancelled and no production was realized from these companies in 1945. The Russell Manufacturing Co. realized first production in May, followed the next month by the George C. Moore Co. The Warren Featherbone Co. manufactured only 7,451 belts by V-J Day when all production was terminated, thus making Featherbone belts dated 1945 the scarcest WW2 U.S. cal. 30 Browning belt for collectors.
For 1945, the George C. Moore Co. produced 320,832 belts and the Russell Manufacturing Co had produced 1,703,372 belts when terminated.
All together, over thirty million 250-round .30 cal. ammunition fabric belts were manufactured during the war. The Link, Metallic Belt, Caliber .30, M1 was adopted by Ordnance Committee action in August 1945 for the belting all caliber .30 ammunition. This action reclassified the fabric belt as Limited Standard. (The author is deeply indebted to Frank Hackley, Anaheim, CA for the sharing of his knowledge on U.S. Small Arms Ammunition management system and to H.E. Wanting, Bedburg-Hau, Germany for his constant help in improving the manuscript and pinpointing the smallest inaccurate detail.)
| This article first appeared in Small Arms Review V15N2 (November 2011) |





