


The 9mm Erquiaga MR-64 submachine gun. Ingram was hired by Juan Erquiaga to assist with the weapon’s development. (Courtesy of the Firearms Technical Branch, Bureau of Alcohol, Tobacco, Firearms and Explosives)
By Frank Iannamico
During the 1950s Gordon Ingram organized the Police Ordnance Company and had some success with Ingram’s Model 6 submachine gun. After the demise of the Police Ordnance Company, Ingram continued improving his Model 6 design with Models 7 through 9 and attempted to interest foreign governments in the weapons. His efforts proved unsuccessful and very few of the Model 7 through Model 9 guns were built. After returning to the United States Ingram took a job with Erquiaga Arms in California to assist in development of Juan Erquiaga’s MR-64 submachine gun. While employed at Erquiaga Arms Ingram began work on another submachine gun, chronologically designated as the Ingram Model 10 but was conceived on his own time and expense in his garage workshop. By August, the initial drawings were completed and in September 1964 the first hand-built Ingram M10 submachine was finished. The new compact Model 10 was completely different than Ingram’s previous designs. The completed weapon was then presented to company owner Juan Erquiaga. Ingram and Erquiaga negotiated an agreement, and the rights to manufacture the Ingram Model 10 were granted to Erquiaga Arms and included in their catalog of weapons in October 1964. The first M10 submachine gun was a 9mm full-automatic only weapon and used a Sten magazine. On 17 February 1965, Ingram’s first prototype Model 10 submachine gun was confiscated by the U.S. Treasury Department during one of the frequent raids on the Erquiaga factory. There were no orders or production of Ingram’s Model 10 submachine gun by the Erquiaga Arms Company.

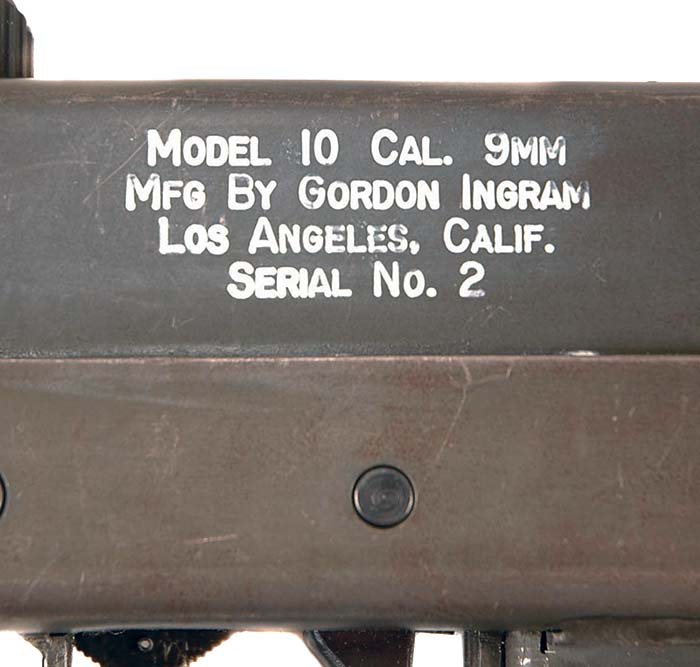
Serial Number 2
Ingram began work on M10/9mm prototype serial number 2 in July 1965. The M10’s short Schmeisser style feed ramp allowed reduction of overall gun length. Ingram preferred telescoping stocks because folding stocks required too much room to deploy and could be blocked by lack of side clearance in close quarters. The bolt was manufactured from tough .01-02” cased C1018 steel, later changed to an 8620 chrome-moly investment casting. No sound suppressor was made pending a viable solution to the inherent sonic crack produced by standard 9mm Parabellum cartridges. There were a few features on serial number 2 that were different from future production models. The weapon was full-automatic only, and the grip backstrap was fabricated from aluminum. The front sight protective ears lacked holes and the buttplate was non-folding. The trigger mechanism and internal parts were of a slightly different design than was used on later production models.

Enter Mitch WerBell
Despite his best efforts Ingram was unable to interest anyone in his new Model 10. However, he was soon introduced to Mitch WerBell who was manufacturing a number of items for use by covert organizations with his primary product being sound suppressors for weapons. When WerBell saw the Ingram Model 10 he envisioned it as the perfect weapon for mounting one of his silencers. WerBell offered to hire Ingram as the Chief Engineer to oversee production of the M10 submachine gun. However, Ingram did not want to move to Georgia and, after years of unsuccessfully attempting to market his submachine guns, he had doubts about this latest opportunity. At the time of WerBell’s offer, Ingram had a steady job at Fairchild-Hiller in California and was making a good salary but he had a strong desire to get back in the firearms business. He eventually relented and moved to Georgia. Ingram signed a contractual agreement to have his Model 10 submachine gun manufactured exclusively by Sionics, Inc. As part of the agreement, all prototype Ingram guns were turned over to the Sionics company. There were a few early M10 submachine guns manufactured by Sionics that were marked: Sionics ALT, GA USA Ingram M-10
Ingram/Sionics M10 serial number 3 was a pre-production prototype that was only capable of full-automatic fire lacking a selector switch or conventional type safety. The cocking handle could be rotated to lock the bolt. Serial number 3 had a smooth Parkerized finish. The barrel had an experimental wooden foregrip attached to it.

Sionics marked Ingram .45 caliber Model 10 serial number 4 was a .45 caliber submachine gun with the barrel designed to accept a sound suppressor. The barrel was not threaded, but machined to accept an Ingram designed suppressor that differed from the UNC coarse threads used on later production guns. This was one of the two M10s that Mitch WerBell first took to Vietnam. This submachine gun was originally full-automatic only but later converted to select-fire. The mode of fire selector is located inside the trigger guard. The backstrap of the pistol grip was fabricated from aluminum.
After Sionics/MAC’s successful development of subsonic 9mm ammunition, the 9mm Ingram prototypes were refitted with threaded barrels for mounting suppressors. Ingram wanted to continue development of his quick latch attachment feature, but in interest of time and expense, opted for the UNC (unified coarse) barrel thread method. Almost as an afterthought, Ingram designed and built a scaled down version of the M10 model in .380 ACP, (an inherently subsonic round) which he designated the Model 11. All design and developmental work on the Ingram M11, as well as the building of the prototypes, was done at Powder Springs, Georgia.
Ingram Model 10
Today, the Ingram Model (MAC) 10 is a very well-known and popular submachine gun. The M10 submachine guns and its variants have been produced under a number of names including the original Military Armament Corporation (Georgia), RPB Industries, Inc., SWD Incorporated, Military Armament Corporation (Texas), Jersey Arms Works and by Section Five LTD of Great Britain.
The first introduction of the Model 10 submachine gun to most Americans was when actor John Wayne wielded a suppressed 9mm Model 10 in the 1974 Hollywood action movie McQ. Supplying the movie industry with the weapons proved to be a very good publicity move for the Military Armament Corporation.
Military Armament Corporation Production
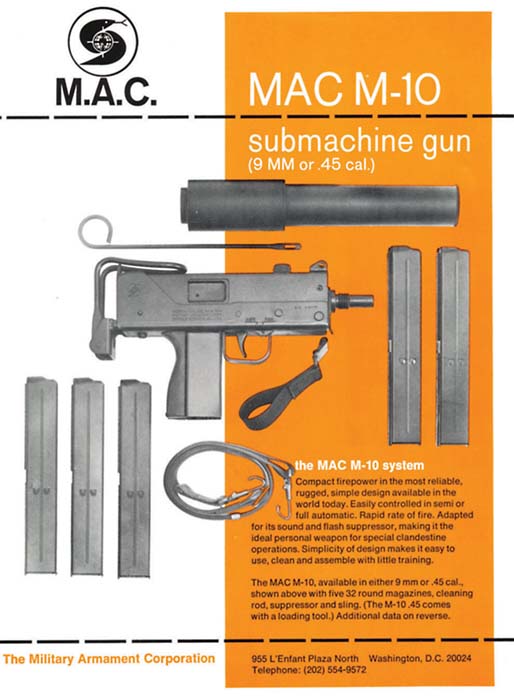
The production MAC 10 submachine guns were among the most compact automatic weapons of their day. The weapons are blowback operated and fire from the open-bolt position. A telescoping style bolt was used to keep the weapon compact, while still having a six-inch barrel, most of which is contained inside of the receiver. The design also aided in controlling muzzle climb. The cocking handle located at the top of the receiver made operation convenient for both right and left-handed shooters. The cocking handle also serves as a safety device. By rotating the cocking handle ninety degrees the bolt could be locked in a forward position. The handle when rotated to “safe” blocked the operator’s view of the front sight immediately alerting the operator that the weapon was in the safe position. A second safety device was located near the trigger guard. When this safety is engaged, the bolt cannot be retracted far enough to contact the sear or strip a cartridge from the magazine. The mode of fire selector was located on the left side of the frame and had to be rotated 180-degrees to change the mode of fire. The positions were marked SEMI and FULL. The centrally located magazine well also served as the rear grip. A short nylon strap was fitted to serve as a front grip. The MAC/Ingram submachine guns were finished by bead blasting and phosphated a medium gray color. The barrels were finished in medium-gloss blue; the cocking handle and sliding safety switch were finished in a dull, dark blue color.


The Model 10 was primarily manufactured from simple sheet-metal stampings. The weapon was very compact and surprisingly easy to handle despite its quick cyclic rate of fire. The weapon was available in 9mm Parabellum or .45 ACP. Although most of the early prototype Model 10 submachine guns did not have a semiautomatic feature, they were later upgraded with a selector for semiautomatic and full-automatic operation. There was also a second manual sliding type safety switch located near the trigger guard. A telescoping buttstock with a folding wire buttplate was provided so that the M10 could be aimed and fired from the shoulder if desired. The utilitarian sights were calibrated for a range of 100 yards. Production .45 caliber M10 submachine guns weighed a hefty 8.75 pounds loaded, while the 9mm version was only slightly lighter (because of the lighter 9mm cartridges) loaded at 7.62 pounds. The .45 caliber M10 used modified U.S. M3 submachine gun magazines, while the 9mm M10 used the more reliable Walther style double-stack double-feed magazines. The cyclic rate of the M10 was very fast at anywhere from 950 to 1,100 rounds per minute, depending on the ammunition used.
The prime contract for MAC’s sheet metal stampings went to Durex Incorporated located in Union, New Jersey. There were a number of subcontractors that supplied components and sub-assemblies for the MAC M10 and M11 submachine guns. Barrels were provided by the Mossberg Company in Connecticut. Castings were supplied by: Midwest Precision Castings, Ohio, United Castings, California, and Shortrun Stamping of El Monte, California. Springs were provided by both Connecticut Spring, Connecticut and Newcome Spring, Georgia. Other vendors included: Acushnet Co. California, Peterson Stamping, New Jersey and Bolden Die, Georgia.
The Model 10 was constructed of thick sheet metal, bent and welded to form most of the main components. The upper receiver was made from 16-gauge sheet metal with a supporting steel block at the front end. The front block was also threaded for retaining the barrel. The lower receiver was made of slightly thicker 12-gauge steel, except for the magazine well/pistol grip, which was fabricated from 16-gauge steel. Like the upper receiver, the lower receiver had a steel block welded to it. In addition to adding strength to the receiver, the block also supported the wire buttstock. On Military Armament guns, the top of the magazine well was welded to the bottom of the receiver. The trigger guard was made of 10-gauge steel strap. The front and rear sights were also formed from sheet metal. The bolt was made from a steel casting. Most of the internal parts were castings or steel stampings.
The MAC/Ingram submachine guns proved to be rugged, reliable, inexpensive and, to some, quite ugly. Only function, not aesthetics, was part of the Model 10’s job description. Gordon Ingram was granted only one patent that was related to the Model 10; patent number 3,651,736 dated March 28, 1972 for “Bolt handle and pistol grip magazine for an automatic firearm.”

Gordon Ingram had originally designed his Model 10 without any provisions for semiautomatic operation. The management of the Military Armament Corporation decided that a semiautomatic feature should be added to the design. Everyone wanted a semiautomatic feature on the Model 10 except for Gordon Ingram. Ingram finally conceded, and set out to integrate a semiautomatic mechanism into his design. Initially, Ingram’s newly designed semiautomatic feature would not work reliably, resulting in full-scale production of the Model 10 being delayed until the semiautomatic mechanism could be perfected. Growing increasingly frustrated, Mitchell WerBell III assigned Jim Leatherwood (who would later establish the Texas MAC Company) to assist on the project. Leatherwood discovered that the malfunctions were being caused by the tolerances in Ingram’s original design being too tight. Leatherwood solved the problem by increasing the design tolerances of the semiautomatic components. To reward his efforts in solving the problem, Leatherwood was to receive a generous royalty on each subsequent M10 manufactured.

Police Model 10
There were a few Model 10 submachine guns produced by Military Armament Corporation that were designated the “Police Model.” In place of the standard flat-gray Parkerized finish normally applied to Ingram M10s, the police models had a fine high-polish blue finish, but no special markings. The program began after the move from Powder Springs to Marietta, but the idea had originated while the company was still located at the Powder Springs location. The program was short lived, with only a very few “Police” guns produced.
There were also “one of a kind” high polish blue presentation submachine guns, often embellished with unique serial numbers, markings and government crests. These guns were usually presented as gifts to both domestic and foreign dignitaries. The presentation models were either M10 submachine guns in .45 or 9mm or .380 caliber M11 models.

MAC Serial Numbers
The serial numbering system of the Military Armament Corporation was designed to identify the model, caliber and approximate date of manufacture. The first number represented the model and caliber 1- for the M10/45, 2- for the M10/9mm and 3- for the M11/.380. The second digit gave the approximate year of manufacture. Theoretically, a serial number of 1-3000176 would be a .45 caliber M10 manufactured in 1973. However, a study of MAC’s factory records reveal that the ATF registration Form 2 was often filed earlier than the serial number indicates. For example, many M10/9mm submachine with serial number prefix of 2-3 were actually manufactured in late 1972. Another detail that skews the numbers is that large lots of submachine guns were often documented on Form 2s on the same day regardless of when they were manufactured.
RPB Inc. production used a different serial numbering system than the Military Armament Corporation factory. While the Military Armament Corporation used number prefixes on their serial numbers to identify the model and caliber of their guns RPB used letters. The RPB codes were: A- M11 .380 caliber, B- M10 9mm, C- M10 .45 ACP.

Foreign Sales Banned
In 1974 the U.S. State Department barred non-domestic sales of submachine guns with suppressors and weapons in which suppressors could be readily attached. The suppressor ban severely curtailed foreign sales as the suppressor was often considered an integral part of the Ingram submachine gun system. As a result, Military Armament introduced another variant of the Model 10, the M10 L.R. submachine gun. The L.R. suffix represented “Long Range.” The M10 L.R. was basically a Model 10 that had a permanently attached barrel extension that could not be removed without damaging the threads. This was far more cost effective than machining the threads off of existing barrels. The idea behind the extension was to make the M10 legal for export sales. In later production, there were no threads machined onto the barrels of submachine guns destined for export.
There were a number of prototype and experimental Ingram models made in an attempt to broaden the appeal of the gun. There were long-barrel carbine versions with adjustable sights, as well as models with a reduced rate of fire – most were never produced in significant numbers.
Excerpted from the book Gordon Ingram, the MAC MAN
Available from Chipotle Publishing LLC
Phone: (702) 565-0746
Web: www.smallarmsreview.com
| This article first appeared in Small Arms Review V19N8 (October 2015) |





